Achieving sustainability besides quality is one of the main principles and objectives of our company. Achieving sustainability also contributes to our status of being a global citizen. Environment is on top of the list of priorities for our company.
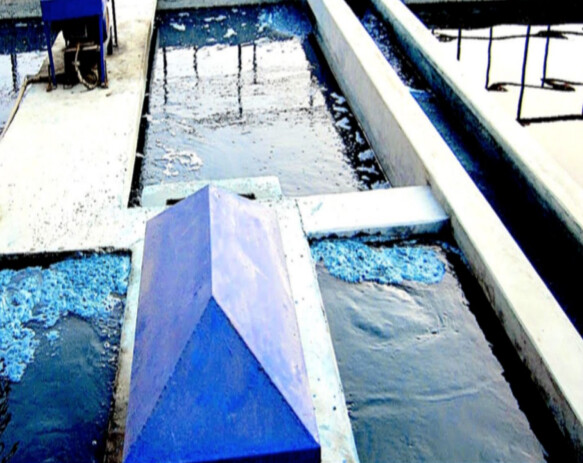
We follow the Restricted Substances List (RSL) specified by Product Class 1 of Oeko-Tex Standard 100 certificate and use 24 Organic Cotton. Our usage of electric thermal oil heaters, helps us increase efficiency and decrease water usage and carbon emissions. Our Effluent Treatment Plant consists of cutting-edge technology and is comprised of a big Water Treatment Plant (WTP) where all toxic water from the factory is treated and drained out into the nearby safe place, consequently preventing contamination, thereby saving the environment.
Our R&D Labs are equipped with state of the art lab equipments. We are one of the few companies engaged in dyebath reuse, boiler hot water reuse and wastewater reuse. Something, which not only makes our operations sustainable but also improves the efficiency of our operations, allowing us to provide our clients with better prices.